Barrel emptying and Angels' Share

News from Master Distiller Mario Rudolf - 24 June 2020
On the Day of German Whisky, 27 June 2020, we presented our new Signature Edition FIVE at St. Kilian. "Five Virgins" - five fresh unoccupied cask styles have been incorporated. A true aroma bomb with lots of spice, herbs and pleasant wood notes combined with vanilla and sweetness.
How does barrel emptying work?
Here we show you how we empty our barrels for this. All the emptied barrels contained parts of the new Signature Edition FIVE.....


For emptying, the barrels are placed on a stainless steel tray specially constructed for us, with the bunghole facing upwards. These then rest on practical rollers so that they can be very easily rotated 180 degrees over the bunghole for emptying. Then the barrel runs completely empty. It is turned back and forth a little - ready and empty! Each barrel is emptied into an extra tub. Three tubs allow three barrels to be emptied at the same time.
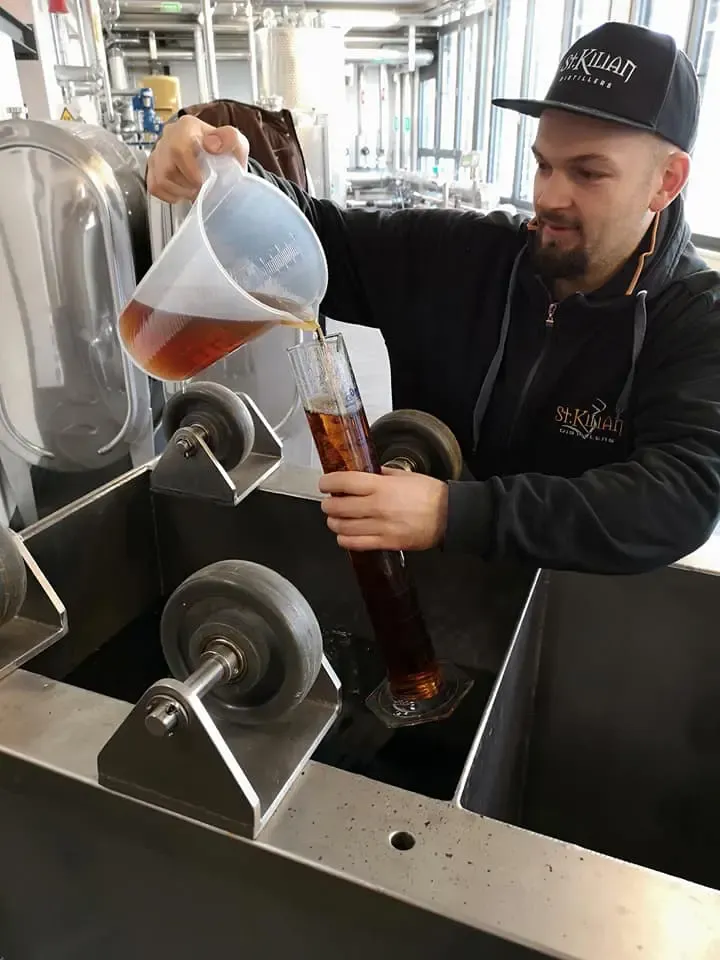
How is the alcohol content determined?
Separate vats are necessary under customs law, because the emptying process mixes the alcohol previously layered in the vat. A sample is then taken from each of these. The alcohol content is then determined by calibrated spindles . By weighing the weights of the full cask before emptying and the empty cask afterwards, the weight is determined. Using the weight and alcohol content in vol%, the actual amount of alcohol is later determined by means of an official alcohol table via the "alcohol density" lA / 1000kg mixture.

Then we pump the chambers into a mixing tank. In this tank, all the barrels are blended into the composition we have in mind. If necessary, this is diluted to the desired alcohol content by adding softened water. Afterwards it is filtered. In our case, this is done warmly and quite "coarsely". No chill filtration, because St. Kilian wants to take out as few aromas as possible.

After a certain harmonisation time in the tank, the whisky then only needs to be bottled and is ready for enjoyment.
What is the so-called Angels' Share?
Whisky fans love it: the pleasant and typical smell of wood and whisky, which is especially characteristic when visiting the warehouse. The reason for this special smell is the evaporation of whisky during its storage in barrels, which is also called "Angels' Share".
Loosely translated, we speak of the "portion of the whisky that the angels get" and which is unfortunately lost for later bottling. During this evaporation process, there is so much alcohol in the air that it is very noticeable during the distillery visit.
You can detect the alcohol not only with your nose, but also with your eyes: in the form of black discoloured objects and walls near the distillery. The black discolouration is caused by the fungus "Baudoinia compniacensis", which actually feeds on the evaporated alcohol.
What is the Angels' Share?
How many percent evaporate per cask per year depends on its environmental factors such as humidity, temperature and air pressure, and in whisky production one assumes 1-2% per year. In hot countries such as the Caribbean, this is much higher than in cool Scotland. To keep the percentage for the angels as low as possible, the climate in the warehouse should be as cool and humid as possible. Furthermore, the size of the barrels also plays a major role, because in purely mathematical terms, the proportion of Angels' Share in small barrels, which are often used at St. Kilian, is much greater than in large barrels.
Together with customs, the accounts are then regularly settled. How high was the actual loss per year? Up to 4% per year is allowed in Germany. Anything above that must be taxed. Even if it is no longer there and no one could enjoy it!